
榨油机
出油率是指榨油机压榨植物油(例如:大豆、菜籽、核桃、玉米等)每份榨取的油料质量。榨油机出油率的多少,无疑与原料含油率、工艺方法和操作方式等有关。作为榨油机压榨制油,主要保证出油效率和干饼残油率。出油效率和生产能力等技术经济指标,是用户对产品评价的主要条件。在操作榨油机的过程中,影响出油率的因素很多,下面为大家一一列举:
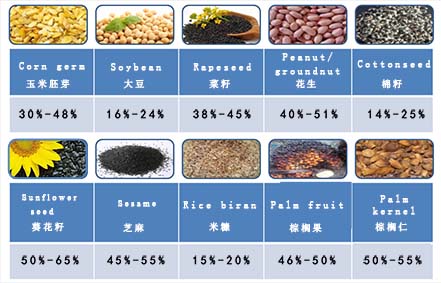
不同原料的出油率
1、油料的清理
榨油机压榨油料的好坏取决出油率的关键,例如:油料饱满程度,含渣量,品种、干湿度等因素。油料在进入榨油机正式压榨前进行一系列的预处理是很关键的因素,油料原料的质量以及干湿度都会影响出油率,在收获油料作物时要将茎叶、皮壳、泥土、砂石等不含油杂质筛除。好的油料会有高的出油率。
2、入榨水份和入榨温度
事实证明,尽管对榨油机机器行为控制良好,但由于入榨水份和入榨温度控制不好或不稳定,同样难以产生正常的效果。入榨水份和温度直接影响料胚物理性质和化学过程。 理论研究的结果说明:进入榨油机压榨的料胚应当具有适当的水份和温度,即料胚流动性要好,油脂粘度与表面张力要尽量降低,保证料胚有适当的塑性和弹性,才能保持正常的榨膛压力。实际试验也表明:料胚入榨水份含量不能低于成饼极限,同时进入榨油机的压榨温度的适宜范围为110~130℃。
如果水份过高,将会使料胚产生团块而影响出油;反之水份过低时,料胚被榨油机压榨成粉末状,容易焦化反而堵膛。同样,如果温度过高,料胚中的醣类焦化,蛋白质等成份被破坏,油色变深,影响油品质量;反之,温度过低时,不能形成正常的物理变化和生化的条件。
入榨水份和温度,通常由预处理工序来实现。
实践证明,在一般情况下,榨油机采用“热榨法”在出油效率和经济效益等方面明显优于冷榨。采用“冷榨法”,会造成榨油机压榨次数增加,日处理量大大降低,干饼残油率增加,电能消耗明显增加,经济效益下降。还需指出,榨油机采用冷榨时,由于油料含水率高,压榨的头道饼不易捣碎;第二次压榨时,极易在料斗中架空,影响进料并需时常搅动,操作麻烦、效益不佳。因此,在可能的情况下应当尽量采用“热榨法”。
3、榨膛压力
榨油机压榨法取油的本质,就是对料胚施加压力取出油脂。影响榨膛压力的主要原因是出饼厚度,进料数量和预处理质量(入榨水份和温度等)。出饼厚度与出油效率关系重要。出饼越厚、榨膛压力越小,负荷越小,出油效率低;反之,出饼越薄,出油效率高。但是超薄时,反而会加大榨油机器负荷,造成事故。进料数量应控制在适度流量,以免产生“搭桥’’现象,维持正常稳定的榨膛压力。
4、压榨时间
榨油机的压榨时间与出油效率之间有一定关系。一般认为,压榨时间长、油脂流出较漫,但是压榨时间不能过长,否则热量损失较多,反而影响出油效率和生产能力。因此,在实现出油效率的前提下,尽可能缩短榨油机的压榨时间。料胚在榨膛中的停留时间,主要取决螺旋轴的转速,其次是榨螺榨圈新旧程度及出饼的厚度。对于某些含油率高的油料,可以适当延长压榨时间,应当选择合适的转速。
5、榨油机的螺旋轴或者是出饼口不光滑、影响了进料、出饼。我们可用砂轮打磨、也可将磨擦系数大的物料掺入饼中如谷壳等、然后加适当的水、开动榨油机、慢慢地喂料压榨、将出饼口磨至光滑。
6、榨油机的螺旋轴如果出现磨光、应立即更换的零件。榨油机的螺旋轴转速太快或太慢、应当立即调整运转速度直至符合规定要求为止。
7、压榨工艺不同:不同的油料作物采用不同的压榨工艺。热榨比冷榨出油率高。
上一篇:小型榨油机如何处理残渣
下一篇:没有了
